High Quality Tnmg160408-Pm Carbide Turning Insert for Mild Steel and Forged Steel
Qingdao H-Quality Industries Co., Ltd. / 2022-06-09

- Coating:CVD Coating
- Material:Cemented Carbide
- Type:Cutting Tool
- Usage:External Turning
- Workpiece:Steel, 45#Steel
- Grade:Xhc251, Xhc252
=== Base Info ===
- Model NO.:TNMG160408
- Color:Gold , Black
- Sample:Available
- Transport Package:Plastic Boxes 10PCS,Box
- Specification:TNMG160408
- Trademark:XINHUA
- Origin:China
- HS Code:8208101100
- Production Capacity:300000pieces,Year
=== Description ===
Basic Info.
Model NO. TNMG160408 Color Gold / Black Sample Available Transport Package Plastic Boxes 10PCS/Box Specification TNMG160408 Trademark XINHUA Origin China HS Code 8208101100 Production Capacity 300000pieces/YearProduct Description
TNMG160408-PM carbide turning insert is Top sales in the market and also among our sales volume. Our quality could compare to world famous brands like Korlor, Taegutec etc. for mild steel and forged steel. We are welcome you to have further discussion together.Product Description
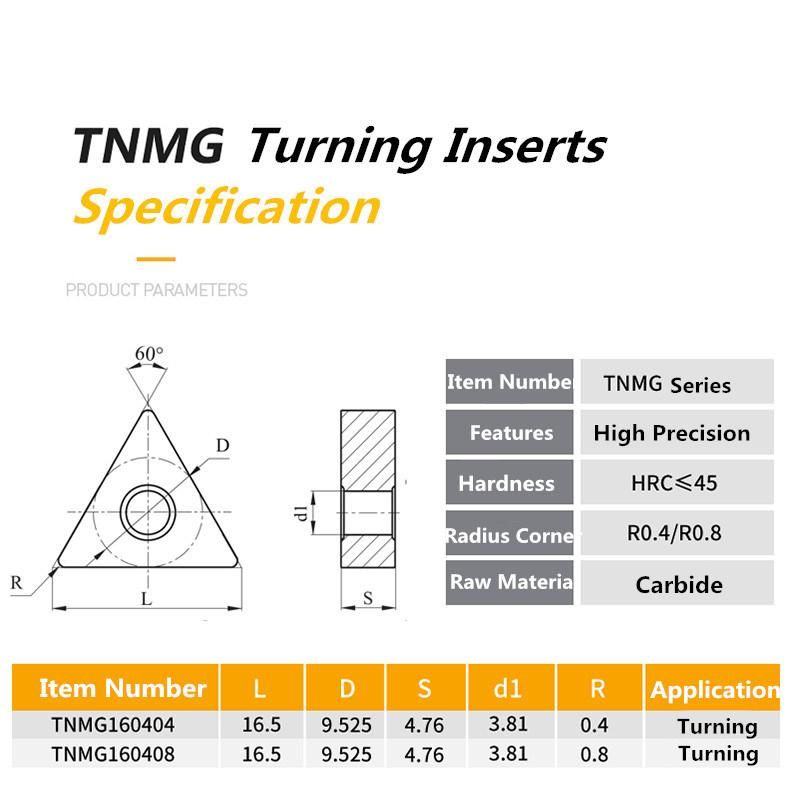
1). ISO Type: TNMG160408-PM 2). Chip Breaker: PM
3).Grade Description: Thick TiCN + thick Al2O3 coating on carbide, a grade of Black Diamond Series For Steel Machining (color: black)
4). Workpiece Material (ISO): Steels (P10-P30)
5). Dimension (inch): L=0.650, I.C.=0.375, S=0.187, d=0.150, r=0.031
Product Application

The insert has a special thick and smooth multi-layer coating that offers outstanding wear resistance and toughness. The coating materials are MT-TiCN0-Al2O3 with thickness of 14μm, which have high abrasion resistance. After special management on the surface of the coating inserts, the internal stress and surface of coating were reduced while cutting resistance was also cut down. It is excellent choice for semi-finishing to medium machining of steels at high speeds.
| Material | Material Characteristics |
| Carbon Steel, Alloy Steel and Tool Steel 36-48 HRC: | • Higher carbon content • Higher chrome, nickel, and moly content • Tough material to machine • Abrasive • Difficult to break and control the chip flow • The material surface will harden when machined at high speed • Good surface finish |
| Ferritic, Martensitic, and PH Stainless Steel under 48 HRC | • Brittle • Stringy chips • High cutting force • The material will harden when machined at high speed. |
| Austenitic Stainless Steel: | • Becomes gummy under machining operations due to nickel content • Very difficult to machine in soft conditions • Very difficult to machine at a small depth of cut • Develops a tough string of chips that are difficult to control. Forms a build-up on the insert tip • Low thermal conductivity results in excess heat at the insert tip • Material surface will harden due to high chromium content |
| Ductile and Malleable Cast Iron | • Very difficult to machine • Small depth of cut • Spherical form graphite makes machining difficult • The carbide concentration creates hard spots • The material structure is not uniform • The crater wear and flank of the insert makes machining difficult • The insert tool life is less than gray cast iron |
| Gray Cast Iron | • Flake form of graphite makes machining easy • Contains scale, inclusions and sand in the surface • The material will break easily on the end of the cut • Tendency to chatter and vibrate on thin wall section • Chucking and rigidity of the workpiece is extremely important to minimize distortion, to achieve a good finish and close tolerance. |

Our Warehoue

Customers Feedback
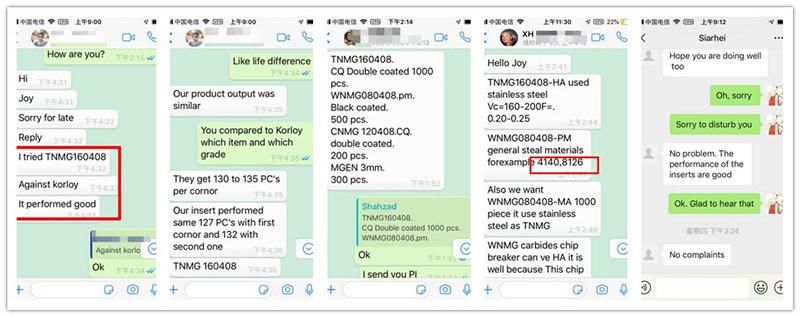
These are our customers feedback. They are from different countries of the world. We are very appreciate their trust and support.
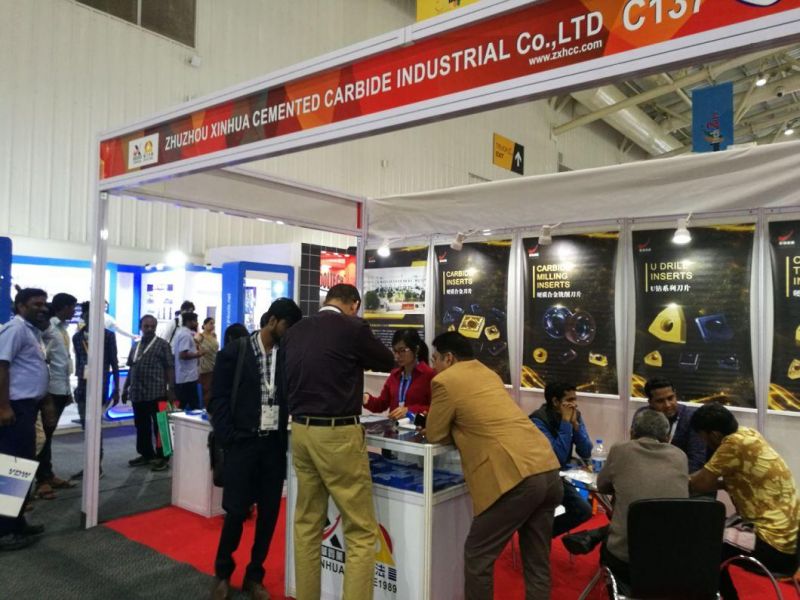
Exhibitions
We attended many professional exhibitions around the world in past years. We will show you our plans of year 2020 soon. Please keep on paying attention to our latest news. We are expecting to have a face to face talk with you in the near future.
IMTEX-2019
METALLOOBRABOTKA-2018

TECMA -2019

FAQ
**Are you a trading company or manufacturer ?
A: We are a professional manufacturer, have more than 15 years experience in this field.**How long is your delivery time?
A: Usually 3-5 working days . if it is not available, it will take 15-25 workdays.**Do you provide samples ? is it free or extra ?
A: Yes, we could offer free sample(carbide insert, parting and grooving, milling etc.)for testing as support.** Can you send products to our Forwarder in China?
Yes, if you have Forwarder in China, we will glad to send products to him/her.
**Can you produce Special carbide Tools ?
A:Yes, we can. OEM and ODM are available. And we have our own professional R&D team that we could produce according to your drawing or sample.
New product




Hot product
- Gm Candi Interface
2022-06-23
- Scan Dash V2.0 for BMW
2022-06-23
- K+Can Commander 2.0
2022-06-23
- Mut-3 Professional Diagnostic Tool Mut3
2022-06-23
- CKM-100 Key Programmer for Benz/BMW
2022-06-23
- Fuel Injector Tester & Cleaner (MST-N6A)
2022-06-23
- Mst 9000+ Plus ECU Simulator
2022-06-23
- OBD Ii Code Reader Mst-300, OBD2 Code Scanner
2022-06-23
- Digital Battery Analyzer (SC-100)
2022-06-23
- VAS5052A PC VERSION with VAS5054A Wireless Bluetooth Communicate
2022-06-23